Допустим, требуется запаять алюминий. Не всем известно, что канифоль берет исключительно медь и её сплавы. Прочее паять нужно при помощи специальных флюсов, кислот, припоев. Даже сталь поддаётся этой науке, если подойти с умом. Рассмотрим, как правильно паять паяльником.
Характеристики процесса
Внутри паяльника стоит ТЭН определённой мощности, помещённый в изолирующую рубаху из керамики либо иного жаростойкого материала. Это нужно, чтобы все тепло шло внутрь, где расположено жало. Основное отличие паяльников в мощности и форме. В зависимости от этого мастер и решает, что конкретно требуется использовать.
Часто работают инструментом в электронике. В рассматриваемом случае важно не превысить мощность рассеивания сравнительно хрупких резисторов, микросхем, конденсаторов. Если это произойдёт, работу переделывают заново. С той разницей, что придётся испорченный элемент докупить в магазине. Поэтому важно научиться паять правильно.
Сложно сказать, какая мощность потребуется в конкретном случае. Радиолюбители ориентируются на размеры.
Мощность паяльника
Вначале оценивается мощность паяльника. Понятно, что агрегатом на 100 Вт лезть в материнскую плату попросту опасно. Разумнее приобрести паяльник на 20 или 50 Вт. Обратите внимание, что не все паяльники питаются от сети 220 В. Известно множество примеров несоблюдения правила. Производитель руководствуется простой логикой: для маломощного паяльника требуется витая спираль, вносящая большие потери на частоте 50 Гц. Логичнее перейти на постоянный ток. В подобном случае индуктивность уже не играет большой роли. Если включить маломощный паяльник для постоянного тока (крайний справа на фото) в сеть переменного тока 220 В, изделие сгорит. Но китайцы выпускают малого размера паяльники (второй слева). Представленный на фото показывает мощность 40 Вт и питается от стандартной розетки. Наконец, по умолчанию, в СССР выпускали паяльники на 100 Вт (крайний слева). Как определить мощность и напряжение питания? Это основная трудность: зачастую паяльник не несёт различимых обозначений. Если брать китайский, на нем приклеен красно-белый стикер (см. фото) с информацией, а у прибора с деревянной ручкой мощность указана на вилке. Защитный кожух 100-ваттного паяльника промаркирован соответствующим образом. Там указывается ГОСТ, информацию возможно почерпнуть из документации. Мощный паяльник на 100 Вт позволяет работать с грубыми и большими деталями, незаменим для твёрдых припоев.
Сечение жала
Часто роль играют размеры жала (металлического стержня для пайки). К примеру, 100-ваттный паяльник имеет солидной толщины медную палку. Если нужно паять нечто более тонкое, жало меняют. У рассматриваемого паяльника оно просто вытаскивается, а где купить запасное – уже второй вопрос. К примеру, жала продаются в специальных магазинах для радиолюбителей и могут стоить приличной суммы. Китайский паяльник на 40 Вт с отличным острием обошёлся в 40 рублей (FixPrice), а жало подобного рода может стоить отдельно и 300 рублей. Система крепления разная. К примеру, у паяльника постоянного тока оно выкручивается, а у китайского держится на винтах (как и у прибора с деревянной ручкой). Материал возможен разный. Громоздкие жала 100-ваттных паяльников обычно медные, а скромные и миниатюрные изготавливаются из сплава цветных и черных металлов. Но оба варианта позволяют работать со всеми припоями, поддающимися плавлению.
Перед работой жало паяльника зачищается от отработанных материалов и оксидной плёнки напильником либо надфилем. Понятно, что это не единственный способ. К примеру, для подобных целей разрешено применять разнородные флюсы. Пора читателям узнать, как деталь готовится к пайке.
Как готовятся поверхности детали и жала к процессу пайки при помощи флюсов
Поверхность любого металла (за редким исключением) покрывается оксидной плёнкой. В результате припой просто не ложится. Группа веществ, чье предназначение заключается в удалении оксидной плёнки с поверхности, называется флюсами. Они бывают твёрдыми и жидкими, а также продаются в смеси с припоем в виде паст. К первой категории относят канифоль и ряд прочих веществ. Жидкие флюсы часто бывают кислотами, растворами солей. Основой становится спирт и прочие жидкости.
Важно понять – для различных случаев применяется специальный состав. Отличие лишь в цене, на которой нужно стараться экономить. При действии высоких температур и канифоли с поверхности медной проволоки удаляется оксидный слой и растворяется лаковая изоляция, если имеется (это характерно для обмоток трансформаторов). Одновременно флюс улучшает смачиваемость поверхности. За счёт этого припой без труда растекается, а потом пристаёт и застывает. Образуется эластичный, упругий и прочный контакт. Поэтому пайку применяют не только радиолюбители, но и представители прочих профессий. В том числе для ремонта автомобилей.
Для различных типов поверхности продаётся конкретный флюс. К примеру, сталь травят соляной кислотой, часто используется хлорид цинка. Следует понимать, что после процесса пайки поверхность зачищается, в противном случае продолжится её разрушение. Избавляются от остатков флюсов щётками, наждаком, часто промывают слабым раствором (5%) соды место воздействия кислот, а затем – горячей и холодной водой.
Обратите внимание на смачиваемость: чтобы паять алюминий, недостаточно счистить верхний слой надфилем. Это почти не даёт результата, так как припой не растекается по поверхности. Смачиваемость плохая. После обработки кислотой расстановка сил кардинально меняется. Что касается стали, то и для неё созданы специальные кислоты (см. фото). Паяют и чугун, разделывая кромки под припой. Вначале обрабатывается флюсом поверхность, потом облуживается. Дальше постепенно весь объем заполняется вровень с окружающей поверхностью.

Часто путают раствор нашатырного спирта с нашатырём. Первое есть гидроксид аммония (10-% раствор), а второе – хлорид. Тем и другим запаять провода в чистом виде нельзя, но применяют для изготовления различных флюсов. К примеру, разведение нашатыря водой позволяет получить соляную кислоту. Здесь уже любители изобретают собственные рецепты, многие из них возможно прочитать в открытом доступе. А ещё паять алюминий паяльником советуют при помощи таблетки аспирина.
Что такое припой, разновидности припоев
Припой является смесью металлов. Главная задача: получение максимальной прочности и электропроводность при минимальных затратах. Чаще приходится работать с оловянно-свинцовыми припоями, но для пайки алюминия применяются и цинковые. Показатель температуры плавления последних выше, и это один из критериев, по которому принято вести различие:
- Особолегкоплавкие – показатель температуры плавления ниже 145 градусов Цельсия.
- Легкоплавкие – показатель температуры плавления выше 145 градусов Цельсия, но ниже 450.
- Среднеплавкие – показатель температуры плавления выше 450 градусов Цельсия, но ниже 1100.
- Высокоплавкие – показатель температуры плавления выше 1100 градусов Цельсия, но ниже 1850.
- У тугоплавких припоев показатель температуры плавления выше 1850 градусов Цельсия.
Применять горелку приходится уже в верхней части третьей группы: показатель температуры плавления высок, чтобы её взял паяльник. Добавим, что удельная электропроводность олова выше, нежели у свинца, по этой причине составы с большим содержанием металла для солдатиков дороже. Но это не единственная причина. При лужении кастрюль важно выдержать условия безвредности для человека. Понятно, что о свинце в рассматриваемом случае речи идти не может.

Процент содержания более дорогих металлов обычно фигурирует в названии марки. К примеру, в ПОС (припой оловянно-свинцовый) это возможно 10, 60 либо 90%. В состав часто входит сурьма. Её процент обычно стоит после тире, к примеру, ПОССу 40-0,5. Сурьму добавляют, как и многие прочие примеси, для улучшения качеств припоя. В частности, она уменьшает окисление расплава, что приводит к качественному внешнему виду, и нет надобности защищать лаком стык. Сурьма увеличивает теплостойкость соединения до температуры выше 100 градусов Цельсия.
В Европе сейчас вводится запрет на свинцовосодержащие припои. Их заменяют на серебряные, хотя повышается показатель температуры плавления. И возрастает стоимость, конечно же. Но не нужно думать, что высокая цена означает непременное качество. Олово дорогое, но экспедиция Скотта к Южному полюсу погибла из-за оловянной чумы в 1912 г. Уже при температуре четыре градуса Цельсия возможны негативные изменения, но с понижением процесс усугубляется. Представьте, что творится с чистым оловом на морозе.
Процесс чумы досконально никто объяснить не может. Считается, что олово нужно заразить, и тогда швы припоя осыпаются. Экспедиция Скотта взяла бочки горючего, паянные чистейшим металлом. Были проведены исследования, и установлено, что добавление небольшого процента свинца блокирует развитие чумы. Даже ПОС 90 не боится морозов, но стоит дорого, а в технике часто используется ПОС 40 и ниже, несмотря на его относительно низкую электропроводность.
Кроме перечисленных, местами применяются медные припои. Их показатель температуры плавления сравнительно высок, приходится применять горелку. В подобном случае на поверхность обычно насыпают (реже пользуются жидким) флюс для зачистки. Потом все зависит от характера задачи. К примеру, для пайки наконечника кабеля первый зажимается в тиски колбой вверх, а внутрь насыпается крошка из припоя. Все это греется горелкой. Потом кабель вставляется внутрь, а наружная изоляция оплавляется. Место рекомендуется охлаждать принудительно, к примеру, обдувом.
Процесс пайки

Перед началом работы подготавливаем паяльник. Вначале жало зачищается. Плотный нагар убирается скалыванием острым инструментом. На фото показан паяльник, часть жала зачищена надфилем. Видно, что от долгого применения поверхность стала неровной, бугристой. Это мешает в процессе пайки.
Слабый нагар снимается после разогрева. Для этого применяются те же кислоты и канифоль. Задача – обнажить жало. Часто под действием флюсов отваливается и толстая корка, с трудом стачиваемая.
Изоляция электропроводов зачищается на нужное расстояние. Потом жила обрабатывается расплавом канифоли либо кислотой. Это делается паяльником, и во многих случаях потребуется хорошая вытяжка. К примеру, в промышленности часто применяют пары муравьиной кислоты, но для человека это вещество представляет большую опасность. Прежде чем использовать химикат, чтобы спаять медные электропровода, внимательно поищите в интернете, что говорится по поводу безопасности подобных действий. От характера влияния муравьиной кислоты становится жутко.
Если правильно паять электропровода, то уже в процессе снятия оксидной плёнки видно, как по поверхности ползёт припой. Особенно чётко это можем лицезреть на оборотной стороне печатных плат. Дорожки полагается покрывать тонким слоем припоя. Напрасно волнуются те, кто думает, что это долго делать. Буквально махом нужно обойти монтаж дымящейся канифолью, а потом набрать припоя, и он сам растечётся по поверхности. На типичный блок питания времени уходят считанные минуты. Травить плату в медном купоросе дольше.
Полагаем, что читатели уже осознали, что паять алюминий оловом возможно исключительно после снятия оксидной плёнки.
Если рассматривать способы пайки, то работа, произведённая паяльником, является самым распространённым и удобным. Несмотря на это, паяние паяльником имеет два важных ограничения, которые стоит учесть при выборе способа. Паять паяльником следует только низкоплавкими припоями и затруднительно производить нужные манипуляции, если детали, которые необходимо спаять, уж слишком массивные.
Последнее затруднение можно преодолеть, если воспользоваться дополнительными источниками тепла, такими как газовая или электрическая плита, газовая горелка. С помощью этих источников можно добиться нужного результата, прогрев паяемую деталь, хоть это и усложнит весь процесс.
Чтобы начать процесс пайки, необходимо подготовить нужный инструмент и специальные материалы. В первую очередь, конечно, необходим сам паяльник и понятно дело, что не обойтись без флюса и припоя.
Самыми распространёнными приборами для пайки считаются электрические паяльники , так как ими легко пользоваться и нетрудно приобрести. Нужный паяльный инструмент выбирают в зависимости от его мощности, которая показывает уровень теплового потока, направленного на паяемые детали.
Производить пайку электронных компонентов будет правильно прибором, мощность которого не будет превышать 40 Вт. Если у деталей, которые следует спаять стенки или провод, не превышают один миллиметр, то уместно будет выбрать инструмент в диапазоне 80–100 Вт. Если стенка детали от двух миллиметров и больше, то мощность нужна больше 100 Вт. Как раз к таким мощным инструментам относятся молотковые, работающие от электричества паяльники, которые бівают мощностью в 250 Вт., а также выше. Такие мощные устройства необходимы, как правило, для промышленности, где нужно паять большие детали. Цена на такие небытовые приборы соответственно высокая.
Теплопроводность паяемого материала тоже необходимо учитывать при выборе мощности паяльника. Например, при пайке изделий из стали он должен находиться в менее нагретом состоянии, чем при работе с медной конструкцией.
Припои
Для паяния электрическим инструментом используется чистое олово, оловянно-свинцовые, оловянно-серебряные и другие варианты припоев.
Если необходимо подвергнуть пайке посуду, применяемую для приготовления пищи, то правильно будет использовать лишь чистое олово.
Флюсы
 Как утверждают специалисты, хорошо паяются такие материалы, как бронза, серебро, нейзильбер, медь, олово, золото, латунь, свинец. Вполне приемлемо можно паять никель
, низколегированные и углеродистые стали, цинк. К материалам, с которыми сложно работать, можно отнести алюминий, нержавеющие, а также хром, высоколегированные стали, алюминиевую бронзу, чугун, магний, титан. На практике же можно отметить, что только неподготовленная деталь или провод, неправильно подобранный флюс и неверно выбранная температура обработки ведёт к плохой пайке.
Как утверждают специалисты, хорошо паяются такие материалы, как бронза, серебро, нейзильбер, медь, олово, золото, латунь, свинец. Вполне приемлемо можно паять никель
, низколегированные и углеродистые стали, цинк. К материалам, с которыми сложно работать, можно отнести алюминий, нержавеющие, а также хром, высоколегированные стали, алюминиевую бронзу, чугун, магний, титан. На практике же можно отметить, что только неподготовленная деталь или провод, неправильно подобранный флюс и неверно выбранная температура обработки ведёт к плохой пайке.
Так что правильно подобранный флюс залог идеально выполненной работы с минимальными временными и физическими затратами. Именно флюс отвечает за то, будет ли паяться нужный металл, какой будет прочность соединения, насколько будет трудно проходить весь процесс. Вся задача флюса заключается в том, чтобы разрушить окисную плёнку паяемого металла.
Флюс «Паяльную кислоту» , которая относится к кислым активным флюсам, запрещается применять, когда производится паяние электронных деталей. Своей агрессивностью такой флюс может вызвать коррозию. Но именно это его свойство позволит идеально соединить металлические детали. Таким образом, чем металл химически стоек, то активнее должен быть применяемый флюс. Но нельзя забывать, что то, что осталось от активных флюсов, нужно удалить после завершения процесса.
Для пайки стальных конструкций эффективными флюсами считаются водный раствор хлористого цинка и паяльные кислоты, произведённые на этой основе. На данный момент производители представили широкий ассортимент сильных флюсов, которые тоже можно использовать при пайке.
При работе с нержавеющей сталью в отличие от низколегированной и углеродистой стали, нужно применять более активные флюсы, которые позволят разрушить слой стойких окислов, покрывающий, поверхность нержавеющей стали.
Выясняя, как паять паяльником изделия из чугуна, то очевидно, что для этих целей электрический паяльник будет непригоден, так как не сможет выполнить поставленную перед ним задачу. Паять чугун нужно выполнимо лишь высокотемпературной пайкой.
Чтобы выполнить качественно работы с нержавейкой, необходимо применить ортофосфорную кислоту (Ф-38). Так как она лучше всего одолевает окисную стойкую плёнку, покрывающую этот материал.
Железо оцинкованное с лёгкостью позволит спаять флюс, который включает хлористый цинк, этиловый спирт, хлористый аммоний, канифоль (ЛК-2).
 Далеко не все приспособления и материалы необходимы при проведении паяльных работ. Но все они упрощают и делают работу с паяльником более удобной и комфортной.
Далеко не все приспособления и материалы необходимы при проведении паяльных работ. Но все они упрощают и делают работу с паяльником более удобной и комфортной.
Подставка для паяльного инструмента нужна не только для удобства, но и для безопасности. Чтобы нагревающийся наконечник устройства не касался посторонних предметов, которые могут быть повреждены от такого соприкосновения.
Возможны три варианта получения такого нужного приспособления:
- Подставка продаётся в наборе с паяльным инструментом.
- Приобретается.
- Производится самостоятельно из листа тонкой жести.
Для удаления от излишков припоя существует специальная оплётка, которая производится из офлюсованных тонких медных проводков. Размотанный её конец прикладывается к припою, а затем сверху прижимается паяльником. Впоследствии весь лишний припой с помощью капиллярных сил, есть возможность собрать в ней, как в промокашке. Использованный кончик оплётки, который уже пропитан припоем, обрезается и выбрасывается.
При паяльных работах будет очень уместно иметь приспособление, которое именуется «третья рука» . Данное устройство своими зажимами решает вопрос с катастрофической нехваткой рук при процессе паяния, где в одной руке держится паяльник, а в другой припой. К тому же это устройство может быть оснащено ещё и увеличительным стеклом, которое поможет лучше рассмотреть паяемые мелкие изделия или тонкий провод.
И конечно же, нельзя обойтись при проведении паяльных процедур без пинцетов, зажимов, плоскогубцев. Ведь детали могут сильно разогреться, и руками их держать будет невозможно.
Техника работы паяльником
Распространены несколько способов работы с паяльником:
- Доставка припоя с кончика инструмента сразу на нужные детали.
- Подача припоя непосредственно на площадку паяемой детали.
Но прежде чем начать паять, необходимо произвести подготовительные манипуляции с деталями . Подготовка заключается в закреплении деталей, разогреве паяльника и смачивании флюсом места пайки.
Если паяют первым способом, на паяльнике плавят маленькое количество припоя и придавливает его жало к необходимым местам на паяемых деталях. Уверенное движение наконечника паяльника вдоль предполагаемого шва способствует идеальному распределению припоя по паяемой поверхности.
При втором варианте пайки нужно сначала разогреть паяльником нужные детали до необходимой температуры пайки, а потом подают припой встык между нужными деталями или на подвергаемую пайке поверхность. Припой, расплавившись, заполнит расстояние между деталями, что обеспечит нужный результат.
Лужение проводов
 Проведение лужения - это процесс покрытия верхнего слоя металла припоем. Такую операцию проводят как приготовительную перед пайкой, так и как самостоятельную операцию.
Проведение лужения - это процесс покрытия верхнего слоя металла припоем. Такую операцию проводят как приготовительную перед пайкой, так и как самостоятельную операцию.
Самым распространённым направлением, где применяется лужение, это лужение концов электрических проводов . Как правильно паять паяльником провода и производить лужение, чтобы получить нужный эффект, рассмотрим в подробностях.
В зависимости из чего произведены провода и их состояния, в котором они находятся на момент работ, различается и обработка, которой их нужно подвергать.
Провод медный одножильный лучше всего подходит для лужения. Новый провод не защищён окислами, поэтому с ним не нужно проводить манипуляции по зачищению. Процесс заключается в нанесении на кончик провода флюса, на горячий конец паяльника наносится припой, а проводится по проводу паяльником, при этом стараясь проворачивать провод.
В некоторых случаях, когда проводник не намерен лудиться может помочь простая таблетка. Такое может случиться в том случае, если провод покрыт лаком или эмалью. В таком случае необходимо таблетку аспирина разместить на дощечки и плотно прижав к её поверхности проводник, разогреть паяльником в течение нескольких секунд. При таких действиях таблетка плавится, чем вызывает разрушение лака. После этого можно проводить лужение провода без проблем.
Пары от расплавленной таблетки аспирина вредны для здоровья, поэтому можно воспользоваться специальным флюсом, который удаляет лак с поверхности проводов.
Если провода старые, то они, как правило, покрыты окислами, которые будут препятствовать процессу лужения. Решить проблему можно с помощью уже упомянутого аспирина. Для этого необходимо расплести проводник, его положить на таблетку и несколько секунд греть паяльником, продвигая проводник из стороны в сторону.
 Чтобы провести лужение провода из алюминия, необходимо приобрести специальный флюс, например, идеально подойдёт «Флюс для пайки алюминия». Его также можно будет использовать и при пайке металлов со стойкой окисной плёнкой. Единственное что не стоит забывать, при пользовании таким флюсом, это очищение от его остатков паяемой поверхности. Если этого не делать, может обнаружиться в месте спайки коррозия
.
Чтобы провести лужение провода из алюминия, необходимо приобрести специальный флюс, например, идеально подойдёт «Флюс для пайки алюминия». Его также можно будет использовать и при пайке металлов со стойкой окисной плёнкой. Единственное что не стоит забывать, при пользовании таким флюсом, это очищение от его остатков паяемой поверхности. Если этого не делать, может обнаружиться в месте спайки коррозия
.
Чтобы убрать образовавшийся при лужении остаток припоя, можно провод разместить вертикально и к месту избытка прижать горячий паяльник. Все излишки стекут на паяльник с провода.
Используя все знания и нужные материалы, можно добиваться идеально выполненных работ при использовании паяльника.
Паяльник считается одним из самых распространенных инструментов, которые можно отыскать в доме любого хозяина. Не обязательно быть специалистом и заниматься пайкой профессионально. Но владеть общими фундаментальными знаниями должен каждый представитель сильного пола. Обрывы проводов в электроприборах, контактов в розетках, наушниках, починка плат - явления частые, столкнувшись с которыми, человек хочет узнать, как научиться паять.
Что собой представляет паяльник?
Это специальное излучающее тепло приспособление мощностью от 15 до 40 Вт, достаточной для припаивания проводов, плат и микросхем. Существуют паяльники, мощность которых выше. Они предназначаются для небольшой пайки - для перепаивания неудачно соединенных проводов толстого диаметра или для распаивания разъемов XLR. Функцию нагревательного элемента в паяльниках выполняет нихромовый провод, который намотан на трубку, содержащую "жало" - рабочую поверхность устройства. Жало представляет собой медный стержень, который нагревается от
В устройстве паяльника используется медь, поскольку этот металл имеет высокую теплопроводность. Подача тепла к проводу происходит за счет электротока. Устройство паяльника содержит изолятор, в качестве которого выступает слюда. В целях безопасности он предотвращает контакты проводов с металлической трубкой и кожухом паяльника.
Какой паяльник выбрать?
Научиться паять правильно - легко, но при условии удачно выбранного инструмента. Среди большого разнообразия этих устройств мастеру-любителю, решившему заняться починкой оргтехники, стоит выбрать акустический паяльник, который отличается малыми размерами и хорошей работоспособностью. Он имеет низкую теплоемкость, что желательно для тонких паечных работ при сборке микросхем. Начинающему мастеру лучше остановить свой выбор на приборе, мощность которого не превышает 40 Вт. Важно, чтобы паяльник также не был слабее 15 Вт, поскольку мощности в таком изделии будет недостаточно даже для соединения простых проводов оргтехники. Покупать предпочтительнее инструмент с трехнаправляющим заземляющим штекером. Его наличие предотвратит возможные рассеивания напряжения во время движения электротока к металлической трубке.

Для выполнения работ по присоединению калибровочных проводов, шасси и витражных работ подойдет промышленный паяльник.
Какое жало лучше?
Рабочие части паяльников в зависимости от размеров бывают двух видов:
- обычные, диаметр которых составляет 0,5 см;
- миниатюрные с диаметром 0,2 см, применяемые для пайки очень тонких проводов и деталей из меди.
Рабочие части паяльников могут иметь формы иглы, конуса и лопатки. Последняя форма является самой распространенной, поскольку дает возможность зачерпывать необходимое количество припоя. К тому же для удобства паяния жало может быть прямым или изогнутым.
В чем состоит принцип пайки?
Процедура паяния заключается в соединении двух металлических элементов с использованием третьего (припоя). При этом температура плавления соединяемых частей должна быть выше, чем у третьего элемента, который в расплавленном состоянии проникает в промежутки соединяемых частей, а также в их структуру, обеспечивая механическую связь. В то же время между соединяемыми частями наблюдается появление электрического контакта.
Что нужно для работы?
Процедура пайки не представляет собой ничего сложного. Вопрос о том, как научиться паять с нуля, решается просто. Для этого достаточно обзавестись необходимым материалом и, следуя инструкциям, приступить к тренировкам.
Где научиться паять?
Тренироваться можно дома, выполняя пайку обычных электропроводов. Главное при этом - придерживаться инструкций безопасности.
В работе могут понадобиться:
- паяльник (по словам профессионалов, для работы с небольшими проводами в электронике и радиотехнике достаточно будет инструмента мощностью 20-40 Вт);
- плоскогубцы;
- ножницы;
- набор надфилей;
- наждачная бумага;
- изоляционная лента;
- канифоль;
- припой.
Вопрос "как научиться паять" будет решен после нескольких тренировок. У новичка появится уверенность и опыт. Помочь в этом ему может пошаговая инструкция для пайки.
С чего начать?
- Подготовка жала. Для этого, используя плоскогубцы и надфили, нужно зачистить рабочую часть паяльника. Жало должно иметь угол 30-45 градусов. В том случае, если кончик поврежден, его нужно снова заточить, придав необходимую форму. После этого выполняется лужение кончика - разогретый паяльник следует окунуть сначала в канифоль, а потом - в припой.
- Необходимо в целях безопасности подготовить подкладку под паяльник. Это обусловлено тем, что прибор разогревается до температуры более 300 градусов и работает под высоким электрическим напряжением. Важно во время эксплуатации паяльника оптимизировать свое рабочее место. Желательно, чтобы в качестве подкладки использовался кусок текстолита или фанеры. Также необходимы специальные ванночки для припоя и канифоли.
- Очистка поверхностей соединяемых металлов под припой. Для этого понадобится растворитель или паяльная кислота. Важно, чтобы на поверхностях, на которые будет наноситься припой, не оставалось остатков масел, жиров и других загрязнений.

Последовательность работы
Как научиться паять правильно, станет ясно, если придерживаться пошаговой инструкции. Необходимо:
- Установить паяльник на подставку и включить в электросеть.
- Макнуть в канифоль. Это выполняется через 5-7 минут после подключения к розетке. Цель этой процедуры заключается в том, чтобы проверить температуру нагрева жала и избавиться от окалин. Паяльник считается готовым к эксплуатации, если канифоль закипает и плавится. Если же она только размягчается, то жало недостаточно разогрето. При перегреве паяльника канифоль шипит и разбрызгивается. В таком случае устройству необходимо немного остыть.
- Обработать поверхности лужением. Расплавленным припоем покрываются места соединений металлических изделий.
- Облуженные поверхности прижать друг к другу. В местах их совмещения паяльником нанести новую порцию припоя. Соединенные детали должны быть прижаты до тех пор, пока припой не остынет и не затвердеет.

Использование припоя
Успешная пайка возможна при умелом подборе необходимого припоя - сплава олова и свинца. Самым распространенным считается припой марки ПОС-40 и ПОС-60. Они характеризуются низкой температурой плавления (183 градуса) и применяются в большинстве паечных работ для соединения стальных элементов. Этот стандартный припой имеет форму проволоки с диаметром 2,5 мм, что очень удобно для работы с микросхемами.

Для пайки частей из алюминия желательно приобрести специальный алюминиевый припой. Во время работы важно помнить, что, нагреваясь, оловянно-свинцовые соединения выделяют газы, которые очень вредны для человека. Поэтому работу с ними рекомендуется выполнять в хорошо проветриваемом помещении с использованием специальных респираторов, перчаток и защитных очков.
Как научиться паять провода?
Итак, Последовательность работы стандартная для всех Соединяемые концы проводов лудятся. Но для надежного крепежа их рекомендуется плотно скрутить между собой. Во время процедуры жало паяльника одной рукой направляется в места соединения, а другой к этому месту подводится проволочный припой.
В некоторых случаях скручивание проводов невозможно. Тогда соединяемые концы проводов необходимо уложить параллельно друг к другу и сжать плоскогубцами. Работа выполняется одной рукой, вторая - направляет жало паяльника с припоем к месту соединения. Удерживание концов провода должно выполняться после выведения жала паяльника из зоны пайки.
Иногда возникает потребность соединить конец одного провода со срединой другого. Скрутка в таком случае производится путем обвивания конца провода вокруг другого, к которому он крепится.

Нужно помнить, что пайка проводов встык невозможна, поскольку ее надежность зависит от прочности механического соединения.
Вопрос о том, как научиться паять провода, является одним из самых актуальных среди пользователей Интернета. Освоив технику сращивания и пайки, мастера получают возможность самостоятельно, без помощи специалистов выполнить ряд следующих задач:
- оборудование бесшовного отопления;
- удлинение шнура для электрогитары;
- соединение usb-кабеля с антенной и др.
Что такое термоусадка?
Во время сращивания проводов профессионалы рекомендуют применять специальные Диаметр их обязательно должен быть в два раза больше, чем у провода. Трубка надевается на один конец провода. После осуществления его механического сцепления с другим проводом и пайки термоусадка перетаскивается на место их соединения. Она должна располагаться так, чтобы с каждого конца шва оставалось по 1 см. После этого пайка выполняется заново. Термоусадка должна равномерно покрывать и нагревать соединение проводов. В результате воздействия на трубку высоких температур она запаивается, обеспечивая надежную изоляцию в зоне соединения, а также прочность механического сцепления.
Как научиться паять платы?
Перед тем как приступить к сложной пайке, например, к работе с диодными лентами, специалисты рекомендуют начинающим мастерам обзавестись недорогими бюджетными платами. Потренировавшись на них и освоив стандартные приемы пайки, спустя некоторое время новичок научится паять микросхемы.

Этот вид пайки состоит из последовательных этапов:
- Подготовительный. Перед началом работы нужно обеспечить прочное соединение и понизить сопротивление. С этой целью поверхность нужно хорошенько очистить от жиров и пыли. Для обезжиривания можно применять салфетки и мыльный раствор. Ацетон используется, когда нужно начистить поверхность схемы до блеска. В качестве более безопасного растворителя рекомендуется метил гидрат. Он так же эффективен, как и ацетон, но имеет не такой резкий запах.
- Размещение спаиваемых деталей платы. Прежде чем научиться паять схемы, нужно знать места расположения всех ее элементов. В самую первую очередь пайке подлежат плоские детали. Это резистор и варистор. После приступают к конденсатору, транзистору, трансформатору, микрофону и потенциометру. Такая поочередность гарантирует безопасность элементов платы, чувствительных к температурному воздействию.
- Нагревание соединения для улучшения теплопроводимости металла. Жало паяльника необходимо на несколько секунд прислонять к компонентам схемы. Важно при этом не допустить её перегрева. О нем будут свидетельствовать появившиеся на поверхности пузыри. В таком случае паяльник нужно убрать из зоны пайки.
- Нанесение припоя. Выполняется до тех пор, пока на схеме не появится небольшое возвышение.
- Снятие излишков. Выполняется после затвердения и остывания припоя. Рекомендуется не спешить, а дать время схеме некоторое время остыть. Это важно, поскольку можно нарушить произведенные соединения, и работу придется выполнять заново.
Научиться паять схемы должен каждый мужчина. Это даст возможность собственноручно чинить штекеры, модемы и т. д.
Пайка как процесс не ограничивается только работой с медными проводами и микросхемами. Овладев умением использовать паяльник на проводах, можно переходить к последующим, более сложным операциям с применением различных припоев и разнообразных металлов.
Существует множество пластин для соединения радиодеталей, самая простая из них – печатная схема (плата). Для каждой радиодетали на пластине выделено место для пайки, которое называется контактной площадкой. Основная часть контактных площадок имеют отверстия, в которые устанавливаются электронные компоненты, таким образом происходит соединение радиодетали с печатной схемой. Так же на печатной схеме есть линии, соединяющие контактные площадки, эти линии называются дорожками.
Самый простой и универсальный метод пайки схем представляет собой соединение радиодеталей с помощью паяльника. Паяльное оборудование бывает электрическое и автономное. Электрические паяльники – самые простые инструменты для соединения деталей. Автономные паяльники – представляют собой портативное оборудование, которое работает на аккумуляторах, и являются серьезными конкурентами для своих электрических аналогов. Для бытовых нужд и мелких работ подойдут паяльники мощностью от 60 Вт.
Подготовка радиодеталей к пайке
Поверхность печатных схем и радиодеталей очищаются от жира, остатков смазки и грязи. Все электронные детали имеют контакты для пайки, их называют выводами. Используя пассатижи, сгибаются выводы радиодеталей под отверстия печатной схемы. Предварительно на выводы радиодеталей наносится флюс.
Далее радиодеталь (с соблюдением полярности) устанавливается в посадочное место. Чаще всего на поверхности схем есть пометки, которые указывают посадочное место детали. Например, место под резисторы обозначается буквой «R» и нумеруется «R1», «R2», « R3» - резистор номер один, два, три.
Процесс пайки печатных схем
Используя паяльное оборудование, следует запомнить два правила.

Первое правило: жало паяльника разогревается до температуры порядка 200 градусов, поэтому паяльник стоит держать только за пластиковую ручку.
Второе правило: жало окисляется из-за высокой температуры, оно быстро становится грязным, за счет продуктов окисления и плохо проводит тепло, поэтому его необходимо чистить перед пайкой каждого элемента. Для его очистки используют влажную губку. Как только оно станет серебряного цвета, можно приступать к работе.
Жало паяльника около секунды удерживается на контактной площадке и на выводе компонента, за это время все спаиваемые элементы прогреваются, затем под жало подается 1-2 мм припоя. Припой будет плавиться только в точке касания с паяльником. Крайне важно, после подачи припоя около секунды придержать жало на контактной площадке.ъ
Как только припой остынет, можно приступать к следующему компоненту. Следует учесть, что дым, который сопровождает процесс пайки, содержит вредные химические вещества, поэтому во время работы желательно аккуратно дуть на поверхность схемы, чтобы не вдыхать эти испарения. После того как все радиоэлементы запаяны торчащие выводы элементов удаляют острыми кусачками, для того чтобы они не контактировали с другими деталями и выводами.
Оценка качества работы
Пайка считается хорошей в том случае, когда припой полностью закрывает контактную площадку, образуя ровный бугорок, и равномерно обтекает вывод со всех сторон.
Дефекты пайки:
- Если, пайка получилась плоской, на контактной площадке имеется сквозное отверстие, это говорит о недостаточном количестве припоя, данный дефект устраняется перепайкой.
- Если, на контактной площадке образовалось наслоение припоя и задета соседняя дорожка, значит припоя слишком много. В этом случае следует прогреть место соединения и удалить излишки .
Каждый начинающий электронщик задавался вопросом: «А как паять микросхемы, ведь расстояние между их выводами бывает очень маленькое?» Про различные типы корпусов микросхем можно прочитать в этой статье. Ну а в этой статье я покажу, как паяю микросхемы, выводы которых находятся по периметру микросхемы. У каждого электронщика свой секрет пайки таких микросхем. В этой статье я покажу свой способ.
Демонтаж старой микросхемы
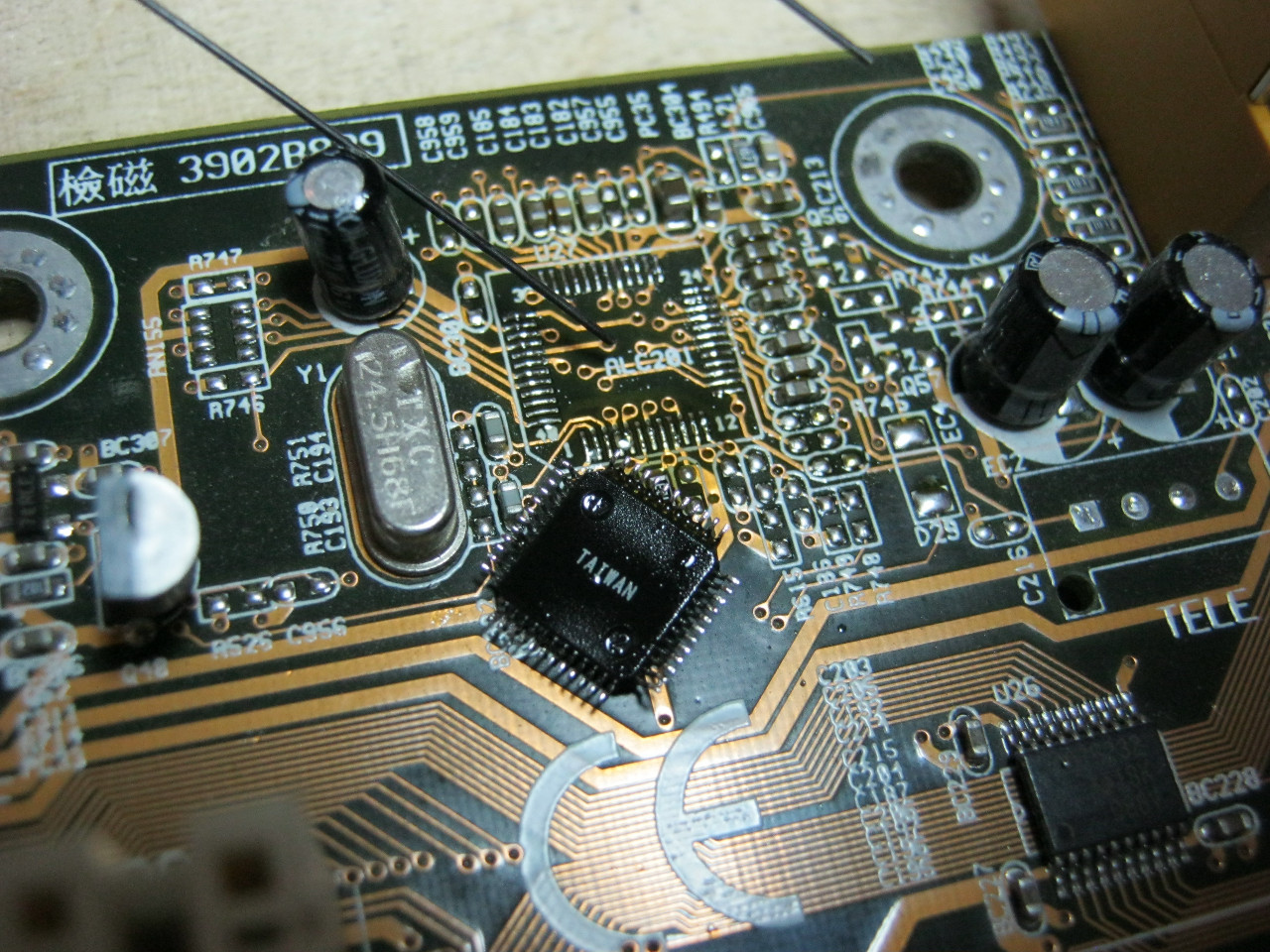
У каждой микросхемы имеется так называемый «ключ». Я его выделил в красном кружочке.
Это метка, с которой начинается нумерация выводов. В микросхемах выводы считаются против часовой стрелки. Иногда на самой печатной плате указано, как должна быть припаяна микросхема, а также показаны номера выводов. На фото мы видим, что краешек белого квадрата на самой печатной плате срезан, значит, микросхема должна стоять в эту сторону ключом. Но чаще все-таки не показывают. Поэтому, перед тем как отпаять микросхему, обязательно запомните как она стояла или сфотографируйте ее, благо мобильный телефон всегда под рукой.
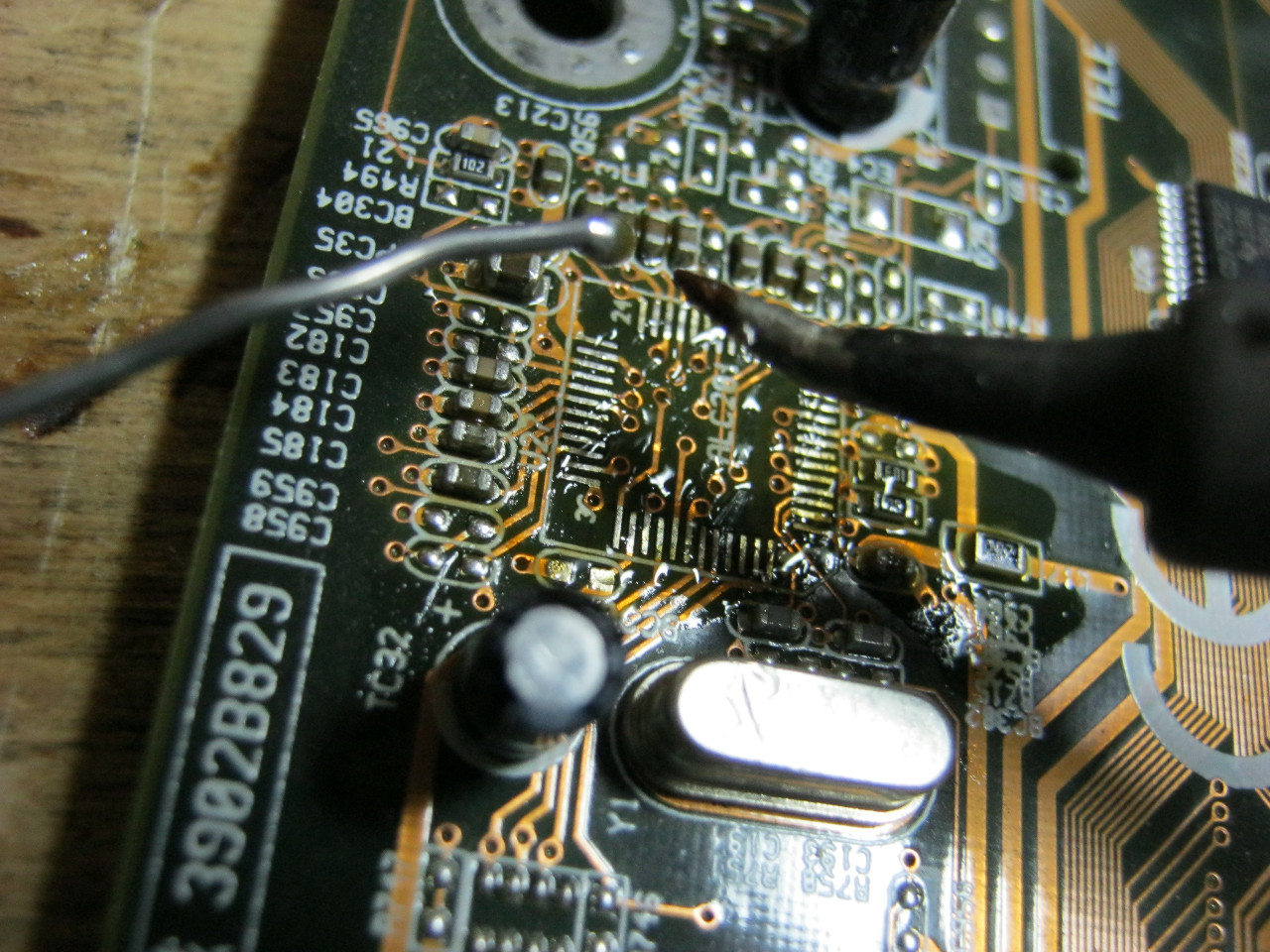
Для начала все дорожки обильно смазываем гелевым флюсом Flux Plus.

Готово!

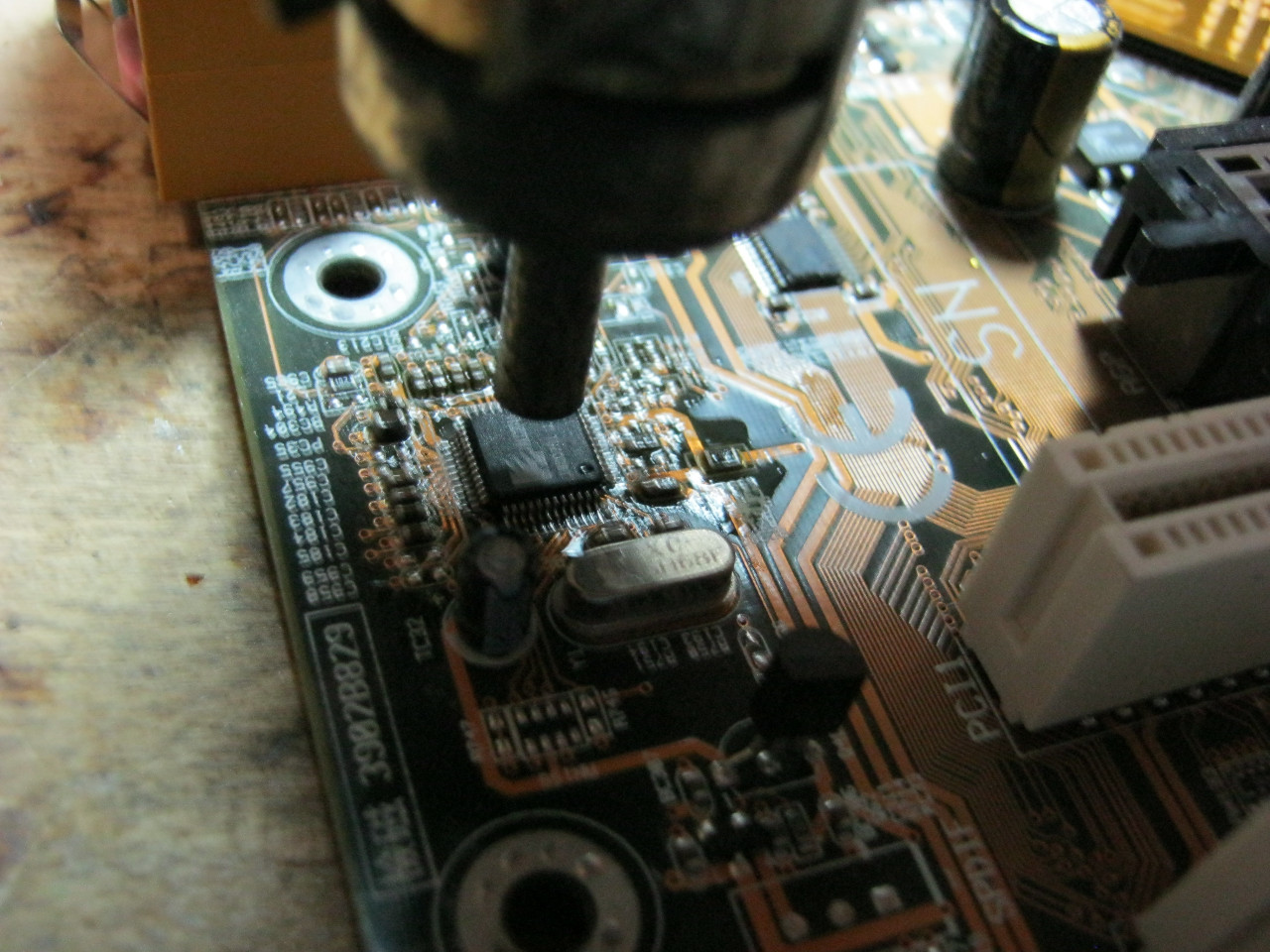
Выставляем температуру фена на 330-350 градусов и начинаем «жарить» нашу микросхему спокойными круговыми движениями по периметру.

Хочу похвастаться одной штучкой. У меня она шла в комплекте сразу с паяльной станцией. Я ее называю экстрактор микросхем.

В настоящее время китайцы доработали этот инструмент, и сейчас он выглядит примерно вот так:

Вот так выглядят для него насадки

Купить можно по этой ссылке .
Как только видим, что припой начинает плавиться, беремся за край микросхемы и начинаем ее приподнимать.

Усики экстрактора микросхемы обладают очень большим пружинящим эффектом. Если мы будем поднимать микросхему какой-нибудь железякой, например, пинцетом, то у нас есть все шансы вырвать вместе с микросхемой и контактные дорожки (пятачки). Благодаря пружинящим усикам, микросхема отпаяется от платы только в тот момент, когда припой будет полностью расплавлен.
Вот и наступил этот момент.
Монтаж новой микросхемы
С помощью паяльника и медной оплетки чистим пятачки от излишнего припоя. На мой взгляд самая лучшая медная оплетка — это Goot Wick .

Вот что у нас получилось:

Должно получиться вот так

Здесь главное не жалеть флюса и припоя. Получились своего рода холмики, на которые мы и посадим нашу новую микросхему.
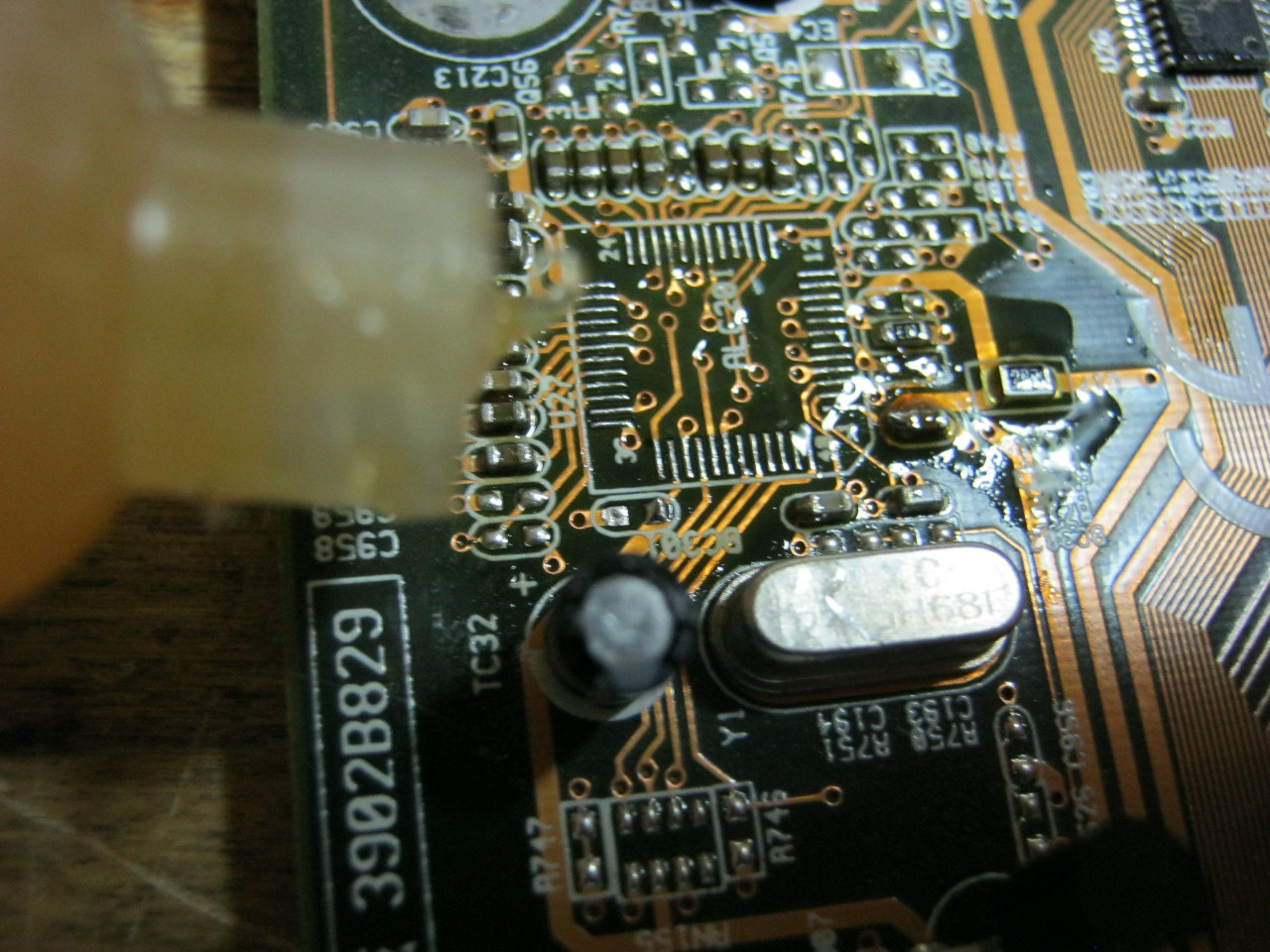
Теперь нам нужно очистить все это дело от разного рода нагара и мусора. Для этого используем ватную палочку, смоченную в Flux-Оff, либо в спирте. Подробнее про химию . У нас должны быть чистенькие и красивые контактные дорожки, приготовленные под микросхему.

Напоследок все это чуточку смазываем флюсом
Ставим новую микросхему по ключу и начинаем ее прожаривать, держа при этом фен как можно более вертикальнее, и круговыми движениями водим его по периметру.
Напоследок чуток еще смазываем флюсом и по периметру «приглаживаем» контакты микросхемы к пятакам с помощью паяльника.

Думаю, это самый простой способ запайки SMD микросхем. Если же микросхема новая, то надо будет залудить ее контакты флюсом ЛТИ-120 и припоем. Флюс ЛТИ-120 считается нейтральным флюсом, поэтому, он не будет причинять вред микросхеме.

Думаю, теперь вы знаете, как паять микросхемы правильно.







